1. Event Tree Analysis
Event
tree analysis
Adalah
teknik analisis untuk mengidentifikasi dan mengevaluasi urutanperistiwa dalam
skenario kecelakaan yang potensial. ETA menggunakan struktur pohon logikavisual
yang dikenal sebagai pohon kejadian (ET). Tujuan dari ETA adalah untuk
menentukanapakah suatu kejadian akan berkembang menjadi sebuah kecelakaan
serius atau jika peristiwatersebut dapat dikendalikan oleh sistem keselamatan
dan prosedur yang diterapkan dalam desainsistem. ETA dapat menghasilkan
berbagai kemungkinan hasil keluaran dari sebuah kejadianawal, dan dapat
memprediksi kemungkinan terjadinya kecelakaan untuk setiap hasil keluaran.
Definisi-definisi
pada Teknik ETA Accident scenario
Serangkaian
kejadian yang akhirnya mengakibatkan kecelakaan. Urutan kejadian dimulai
dengankejadian awal (pemicu) dan biasanya diikuti oleh satu atau lebih
peristiwa penting lainnya yangakhirnya mengarah ke keadaan akhir yang tidak
diinginkan (terjadi sebuah kecelakaan).
Initiating
event (IE)
Kesalahan
atau peristiwa yang tidak diinginkan yang memulai awal dari rangkaian
kecelakaan.IE dapat mengakibatkan kecelakaan tergantung pada sukses tidaknya
pelaksanaan metodepenanggulangan bahaya yang dirancang ke dalam sistem.
Pivotal
events
Peristiwa
perantara penting yang terjadi antara kejadial awal dan kecelakaan akhir.
PEmerupakan kejadian gagal maupun sukses dari metode keselamatan yang
ditetapkan untuk mencegah IE agar tidak mengakibatkan sebuah kecelakaan.
Jika peristiwa penting bekerjadengan sukses, itu menghentikan kecelakaan
skenario dan disebut sebagai peristiwameringankan. Jika peristiwa penting gagal
bekerja, maka skenario kecelakaan diperbolehkanuntuk kemajuan dan disebut
sebagai acara memberatkan.
Probabilistic
risk assessment (PRA)
Metode
analisis yang komprehensif, terstruktur, dan logis untuk mengidentifikasi
danmengevaluasi risiko pada system teknologi yang kompleks. Tujuan PRA adalah
identifikasisecara terperinci terperinci dan penilaian skenario kecelakaan
dengan analisis kuantitatif.
Fault Tree Analysis adalah suatu teknik yang digunakan untuk
mengidentifikasi resiko yang berperan terhadap terjadinya kegagalan.
Metode ini dilakukan dengan pendekatan yang bersifat top down, yang
diawali dengan asumsi kegagalan atau kerugian dari kejadian puncak (Top
Event) kemudian merinci sebab-sebab suatu Top Event sampai pada
suatu kegagalan dasar (root cause).
Fault Tree Analysis merupakan metoda yang efektif dalam menemukan inti
permasalahan karena memastikan bahwa suatu kejadian yang tidak diinginkan atau
kerugian yang ditimbulkan tidak berasal pada satu titik kegagalan. Fault
Tree Analysis mengidentifikasi hubungan antara faktor penyebab dan
ditampilkan dalam bentuk pohon kesalahan yang melibatkan gerbang logika
sederhana.
Gerbang logika menggambarkan kondisi yang memicu
terjadinya kegagalan, baik kondisi tunggal maupun sekumpulan dari berbagai
macam kondisi. Konstruksi dari fault tree analysis meliputi gerbang
logika yaitu gerbang AND dan gerbang OR. Setiap kegagalan yang terjadi dapat
digambarkan ke dalam suatu bentuk pohon analisa kegagalan dengan mentransfer
atau memindahkan komponen kegagalan ke dalam bentuk simbol (Logic Transfer
Components) dan Fault Tree Analysis.
Istilah-istilah dalam Fault Tree Analysis disajikan
pada Tabel 1
Tabel
1 Istilah dalam metode Fault Tree Analysis
|
Istilah
|
Keterangan
|
|
Event
|
Penyimpangan
yang tidak diharapkan dari suatu keadaan normal pada suatu komponen dari
sistem
|
|
Top Event
|
Kejadian
yang dikehendaki pada “puncak” yang akan diteliti lebih lanjut ke arah
kejadian dasar lainnya dengan menggunakan gerbang logika untuk menentukan
penyebab kegagalan
|
|
Logic Event
|
Hubungan
secara logika antara input dinyatakan dalam AND dan OR
|
|
Transferred Event
|
Segitiga
yang digunakan simbol transfer. Simbol ini menunjukkan bahwa uraian lanjutan
kejadian berada di halaman lain.
|
|
Undeveloped Event
|
Kejadian
dasar (Basic Event) yang tidak akan dikembangkan lebih lanjut karena
tidak tersedianya informasi.
|
|
Basic Event
|
Kejadian
yang tidak diharapkan yang dianggap sebagai penyebab dasar sehingga tidak
perlu dilakukan analisa lebih lanjut.
|
Simbol-simbol
dalam Fault Tree Analysis yang digunakan dalam menguraikan suatu
kejadian disajikan pada Tabel 2
Tabel
2 Simbol-simbol dalam Fault Tree Analysis
Manfaat dari metode fault tree
analysis adalah:
- Dapat menentukan
faktor penyebab yang kemungkinan besar menimbulkan kegagalan.
- Menemukan
tahapan kejadian yang kemungkinan besar sebagai penyebab kegagalan.
- Menganalisa
kemungkinan sumber-sumber resiko sebelum kegagalan timbul.
- Menginvestigasi
suatu kegagalan.
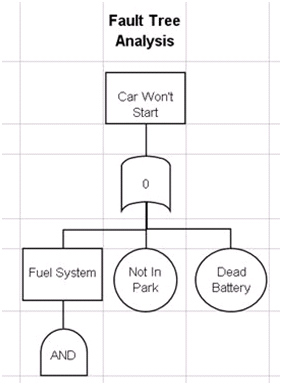
Contoh penggunaan fault tree analysis
secara sederhana adalah sebagai berikut.
Jadi secara umum metode fault
tree analysis adalah sebuah metode menyelesaikan kasus apabila terjadi
sesuatu kegagalan atau hal yang tidak diinginkan dengan mencari akar-akar
permasalahan Basic Events yang muncul dan diuraikan dari
setiap indikasi kejadian puncak (Top Event).
Metode ini dapat dikembangkan secara lanjut dengan metode
probabilitas dari setiap akar permasalahan dan dihitung berapa persen
kemungkinan pengaruh Basic Event terhadap Top Event.
Failure
Mode and Effect Analysis (FMEA) adalah pendekatan sistematik yang
menerapkan suatu metode pentabelan untuk membantu proses pemikiran yang
digunakan oleh engineers untuk mengidentifikasi mode kegagalan
potensial dan efeknya. FMEA merupakan teknik evaluasi tingkat keandalan dari
sebuah sistem untuk menentukan efek dari kegagalan dari sistem tersebut.
Kegagalan digolongkan berdasarkan dampak yang diberikan terhadap kesuksesan
suatu misi dari sebuah sistem.
Secara
umum, FMEA (Failure Modes and Effect Analysis) didefinisikan sebagai
sebuah teknik yang mengidentifikasi tiga hal, yaitu :
·
Penyebab kegagalan yang potensial dari sistem,
desain produk, dan proses selama siklus hidupnya,
·
Efek dari kegagalan tersebut,
·
Tingkat kekritisan efek kegagalan terhadap
fungsi sistem, desain produk, dan proses.
FMEA
merupakan alat yang digunakan untuk menganalisa keandalan suatu sistem dan
penyebab kegagalannya untuk mencapai persyaratan keandalan dan keamanan sistem,
desain dan proses dengan memberikan informasi dasar mengenai prediksi keandalan
sistem, desain, dan proses. Terdapat lima tipe FMEA yang bisa diterapkan dalam
sebuah industri manufaktur, yaitu :
·
System, berfokus pada fungsi
sistem secara global
·
Design, berfokus pada desain
produk
·
Process, berfokus pada proses
produksi, dan perakitan
·
Service, berfokus pada fungsi jasa
·
Software, berfokus pada fungsi software
Berikut ini
adalah tujuan yang dapat dicapai oleh perusahaan dengan penerapan FMEA:
·
Untuk mengidentifikasi mode kegagalan dan
tingkat keparahan efeknya
·
Untuk mengidentifikasi karakteristik kritis dan
karakteristik signifikan
·
Untuk mengurutkan pesanan desain potensial dan
defisiensi proses
·
Untuk membantu fokus engineer dalam mengurangi
perhatian terhadap produk dan proses, dan membentu mencegah timbulnya
permasalahan.
Dari
penerapan FMEA pada perusahaan, maka akan dapat diperoleh keuntungan –
keuntungan yang sangat bermanfaat untuk perusahaan, (Ford Motor Company,
1992) antara lain:
·
Meningkatkan kualitas, keandalan, dan keamanan
produk
·
Membantu meningkatkan kepuasan pelanggan
·
Meningkatkan citra baik dan daya saing
perusahaan
·
Menurangi waktu dan biaya pengembangan produk
·
Memperkirakan tindakan dan dokumen yang dapat
menguangi resiko
Sedangkan
manfaat khusus dari Process FMEA bagi perusahaan adalah:
·
Membantu menganalisis proses manufaktur baru.
·
Meningkatkan pemahaman bahwa kegagalan potensial
pada proses manufaktur harus dipertimbangkan.
·
Mengidentifikasi defisiensi proses, sehingga
para engineer dapat berfokus pada pengendalian untuk mengurangi
munculnya produksi yang menghasilkan produk yang tidak sesuai dengan yang
diinginkan atau pada metode untuk meningkatkan deteksi pada produk yang tidak
sesuai tersebut.
·
Menetapkan prioritas untuk tindakan perbaikan
pada proses.
·
Menyediakan dokumen yang lengkap tentang
perubahan proses untuk memandu pengembangan proses manufaktur atau perakitan di
masa datang.
Output dari
Process FMEA adalah:
·
Daftar mode kegagalan yang potensial pada
proses.
·
Daftar critical characteristic dan significant
characteristic.
·
Daftar tindakan yang direkomendasikan untuk
menghilangkan penyebab munculnya mode kegagalan atau untuk mengurangi tingkat
kejadiannya dan untuk meningkatkan deteksi terhadap produk cacat bila
kapabilitas proses tidak dapat ditingkatkan.
FMEA
merupakan dokumen yang berkembang terus. Semua pembaharuan dan perubahan siklus
pengembangan produk dibuat untuk produk atau proses. Perubahan ini dapat dan
sering digunakan untuk mengenal mode kegagalan baru. Mengulas dan memperbaharui
FMEA adalah penting terutama ketika:
·
Produk atau proses baru diperkenalkan.
·
Perubahan dibuat pada kondisi operasi produk
atau proses diharapkan berfungsi.
·
Perubahan dibuat pada produk atau proses (dimana
produk atau proses berhubungan). Jika desain produk dirubah, maka proses
terpengaruh begitu juga sebaliknya.
·
Konsumen memberikan indikasi masalah pada produk
atau proses.
·
SCAT adalah suatu tool yang digunakan untuk mengevaluasi dan
menginvestigasi incident dengan menggunakan SCAT chart. SCAT dikembangkan dari
ILCI (International Loss Control Institute) Loss caution Model di dalam
literatur disebutkan “The Systematic Cause Analysis Technique (SCAT) is
a method which has been developed by the International Loss Control
Institute (ILCI), which can be used to determine the root causes of an incident
once a description of the sequence of events has been determined. A paper
describing SCAT by Bird and Germain (1985) is reproduced in a manual by ILCI
(1989).” (Health Safety Executive, United Kingdom, 2001)
Setiap HSE
Personel pasti pernah mendengar tentang Teori Domino, dimana teori domino telah
membawa dasar untuk mendapatkan hasil investigasi yang cukup akurat pada
zamannya dan masih sering digunakan oleh beberapa perusahaan maupun individu
untuk mendapatkan hasil investigasi kecelakaan maupun incident yang terjadi
dilapangan.
Teori Domino ini diawali oleh Gordon (1949), Haddon (1967) Cause Of Injury “
Energy Exchange Model”, Frank Bird Jr (1970) Domino Theory , Wigglesworth
(1972), Bird & Loftus (1976), Petersson (1978), Johnson (1980), dan
disempurnakan olen Bird & German (1985) yang dikenal dengan LOSS CAUSATION
MODEL.
Investigasi kecelakaan dilakukan dengan cara yang terbalik dengan arah panah
pada gambar. Dimulai dengan LOSS – INCIDENT - IMMEDIATE CAUSES – BASIC
CAUSES – LACK OF CONTROL.
LOSS / KERUGIAN :
Loss / Kerugian bias terjadi pada Manusia, Peralatan , Material, Proses
Produksi dan Lingkungan. Biasanya di poisi ini terjadi hilangnya nyawa atau
rusaknya peralatan atau rusaknya bahan produksi sehingga membuat proses
produksi menjadi terhenti dan atau terjadi pencemaran / kerusakan lingkungan.
INCIDENT :
Incident ini terjadi karena adanya kontak dengan sumber energy yang melebihi
ambang batas. Beberapa diantaranya :
STRUCK AGAINST : menabrak/bentur benda diam/bergerak
STRUCK BY : terpukul/tertabrak oleh benda bergerak
FALL TO : jatuh dari tempat yang lebih tinggi
FALL ON : jatuh di tempat yang datar
CAUGHT IN : tusuk, jepit, cubit benda runcing
CAUGHT ON : terjepit,tangkap,jebak diantara obyek besar
CAUGHT BETWEEN : terpotong, hancur, remuk
CONTACT WITH : listrik, kimia, radiasi, panas, dingin
OVERSTRESS : terlalu berat, cepat, tinggi, besar
EQUIPMENT FAILURE : kegagalan mesin, peralatan
EVIRONMENTAL
RELEASE : masalah pencemaran lingkungan
IMMEDIATE CAUSES / Penyebab Langsung :
Merupakan penyebab terjadinya kecelakaan yang dapat dilihat oleh kasat mata,
pada level ini Penyebab Langsung hanya memiliki 2 sebab yaitu : Unsafe Act (
Tindakan Tidak Aman ) dan Unsafe Condition ( Kondisi Tidak Aman )
Contoh Tindakan Tidak Aman :
• Operasi tanpa otorisasi
• Gagal memperingatkan
• Gagal mengamankan
• Kecepatan tidak layak
• Membuat alat pengaman tidak berfungsi
• Memakai alat rusak
• Memakai APD tidak layak
• Penempatan tidak layak
• Pengangkatan yang tidak sesuai prosedur
• Posisi tidak aman
• Servis alat yang sedang beroperasi
• Bercanda, main-main, bersenda guru berlebihan
• Mabok alcohol dan obat obatan terlarang
• Gagal mengikuti prosedur
Contoh Kondisi yang Tidak Aman :
• Pelindung/pembatas tidak layak
• APD kurang, kondisi tidak layak
• Peralatan rusak
• Ruang kerja sempit/terbatas
• Sistem peringatan kurang
• Bahaya kebakaran
• Kebersihan kerapian kurang
• Kebisingan
• Terpapar radiasi
• Temperatur extrim
• Penerangan tidak layak
• Ventilasi tidak layak
• Lingkungan tidak aman
BASIC CAUSES / Penyebab Dasar :
Pada kondisi ini faktor penyebab dasar menjadi faktor awal yang tidak terlihat
oleh kasat mata namun menjadi dasar terjadinya Penyebab Langsung. Penyebab
Dasar terbagi menjadi 2 yaitu : Faktor Pribadi dan Faktor Pekerjaan.
Contoh Faktor Pribadi :
• Kemampuan fisik atau phisiologi tidak layak
• Kemampuan mental tidak layak
• Stress fisik atau phisiologi
• Stress mental
• Kurang pengetahuan
• Kurang keahlian
• Motivasi kerja yang tidak tepat
Contoh Faktor Pekerjaan :
• Pengawasan / kepemimpinan yang kurang
• Engineering yang kurang / salah
• Pengadaan (purchasing) yang kurang / tidak standar
• Maintenance yang kurang
• Standar kerja
• Salah pakai/salah menggunakan
LACK OF CONTROL / Kurangnya Pemantauan :
Kurangnya pemantauan atau pengendalian ini biasanya terpusat pada system,
Program yang tidak sesuai, Standar yang tidak sesuai serta ketidak patuhan pada
standar sehingga menjadi titik awal terjadinya Penyebab Dasar dan Penyebab
Langsung .
Inspeksi yang dilakukan hanya akan membantu menemukan Penyebab Langsung saja,
namun apabila Audit Berkala dan Investigasi dilakukan maka akan membantu
menemukan Penyebab Dasar bahkan Lemahnya Pemnatauan atau Pengendalian sehingga
bisa segera dilakukan perbaikan dan kecelakaan yang sama tidak terulang lagi.
Diagram tulang ikan atau fishbone diagram adalah salah satu
metode / tool di dalam meningkatkan kualitas. Sering juga diagram ini disebut
dengan diagram Sebab-Akibat atau cause effect diagram. Penemunya adalah seorang
ilmuwan jepang pada tahun 60-an. Bernama Dr. Kaoru Ishikawa, ilmuwan kelahiran
1915 di Tikyo Jepang yang juga alumni teknik kimia Universitas Tokyo. Sehingga
sering juga disebut dengan diagram ishikawa. Metode tersebut awalnya lebih
banyak digunakan untuk manajemen kualitas. Yang menggunakan data verbal (non-numerical)
atau data kualitatif. Dr. Ishikawa juga ditengarai sebagai orang pertama yang
memperkenalkan 7 alat atau metode pengendalian kualitas (7 tools). Yakni
fishbone diagram, control chart, run chart, histogram, scatter diagram, pareto
chart, dan flowchart.
Dikatakan Diagram Fishbone (Tulang Ikan) karena memang
berbentuk mirip dengan tulang ikan yang moncong kepalanya menghadap ke kanan.
Diagram ini akan menunjukkan sebuah dampak atau akibat dari sebuah
permasalahan, dengan berbagai penyebabnya. Efek atau akibat dituliskan sebagai
moncong kepala. Sedangkan tulang ikan diisi oleh sebab-sebab sesuai dengan
pendekatan permasalahannya. Dikatakan diagram Cause and Effect (Sebab dan
Akibat) karena diagram tersebut menunjukkan hubungan antara sebab dan akibat.
Berkaitan dengan pengendalian proses statistikal, diagram sebab-akibat
dipergunakan untuk untuk menunjukkan faktor-faktor penyebab (sebab) dan
karakteristik kualitas (akibat) yang disebabkan oleh faktor-faktor penyebab
itu.
Diagram Fishbone (Tulang Ikan)/ Cause and Effect (Sebab dan
Akibat)/ Ishikawa telah menciptakan ide cemerlang yang dapat membantu dan
memampukan setiap orang atau organisasi/perusahaan dalam menyelesaikan masalah
dengan tuntas sampai ke akarnya. Kebiasaan untuk mengumpulkan beberapa orang
yang mempunyai pengalaman dan keahlian memadai menyangkut problem yang dihadapi
oleh perusahaan Semua anggota tim memberikan pandangan dan pendapat dalam
mengidentifikasi semua pertimbangan mengapa masalah tersebut terjadi.
Kebersamaan sangat diperlukan di sini, juga kebebasan memberikan pendapat dan
pandangan setiap individu. Jadi sebenarnya dengan adanya diagram ini sangatlah
bermanfaat bagi perusahaan, tidak hanya dapat menyelesaikan masalah sampai
akarnya namun bisa mengasah kemampuan berpendapat bagi orang – orang yang masuk
dalam tim identifikasi masalah perusahaan yang dalam mencari sebab masalah
menggunakan diagram tulang ikan.
Manfaat Diagram Fishbone (Tulang Ikan)/ Cause and Effect
(Sebab dan Akibat)/ Ishikawa
Fungsi dasar diagram Fishbone (Tulang Ikan)/ Cause and
Effect (Sebab dan Akibat)/ Ishikawa adalah untuk mengidentifikasi dan
mengorganisasi penyebab-penyebab yang mungkin timbul dari suatu efek spesifik
dan kemudian memisahkan akar penyebabnya . Sering dijumpai orang mengatakan
“penyebab yang mungkin” dan dalam kebanyakan kasus harus menguji apakah
penyebab untuk hipotesa adalah nyata, dan apakah memperbesar atau menguranginya
akan memberikan hasil yang diinginkan.
Dengan adanya diagram Fishbone (Tulang Ikan)/ Cause and
Effect (Sebab dan Akibat)/ Ishikawa ini sebenarnya memberi banyak sekali
keuntungan bagi dunia bisnis. Selain memecahkan masalah kualitas yang menjadi
perhatian penting perusahaan. Masalah – masalah klasik lainnya juga
terselesaikan. Masalah – masalah klasik yang ada di industri manufaktur
khusunya antara lain adalah :
a) keterlambatan proses produksi
b) tingkat defect (cacat) produk yang tinggi
c) mesin produksi yang sering mengalami trouble
d) output lini produksi yang tidak stabil yang berakibat
kacaunya plan produksi
e) produktivitas yang tidak mencapai target
f) complain pelanggan yang terus berulang
Pada dasarnya diagram Fishbone (Tulang Ikan)/ Cause and
Effect (Sebab dan Akibat)/
Ishikawa dapat dipergunakan untuk kebutuhan-kebutuhan
berikut :
a) Membantu mengidentifikasi akar penyebab dari suatu
masalah
b) Membantu membangkitkan ide-ide untuk solusi suatu masalah
c) Membantu dalam penyelidikan atau pencarian fakta lebih
lanjut
d) Mengidentifikasi tindakan (bagaimana) untuk menciptakan
hasil yang diinginkan
e) Membahas issue secara lengkap dan rapi
f) Menghasilkan pemikiran baru
Jadi ditemukannya diagram Fishbone (Tulang Ikan)/ Cause and
Effect (Sebab dan Akibat)/ Ishikawa ini memberikan kemudahan dan menjadi bagian
penting bagi penyelesaian masalah yang mucul bagi perusahaan.
Penerapan diagram Fishbone (Tulang Ikan)/ Cause and Effect
(Sebab dan Akibat)/ Ishikawa ini dapat menolong kita untuk dapat menemukan akar
“penyebab” terjadinya masalah khususnya di industri manufaktur dimana prosesnya
terkenal dengan banyaknya ragam variabel yang berpotensi menyebabkan munculnya
permasalahan. Apabila “masalah” dan “penyebab” sudah diketahui secara pasti,
maka tindakan dan langkah perbaikan akan lebih mudah dilakukan. Dengan diagram
ini, semuanya menjadi lebih jelas dan memungkinkan kita untuk dapat melihat
semua kemungkinan “penyebab” dan mencari “akar” permasalahan sebenarnya.
Apabila ingin menggunakan Diagram Fishbone (Tulang Ikan)/
Cause and Effect (Sebab dan Akibat)/ Ishikawa, kita terlebih dahulu harus
melihat, di departemen, divisi dan jenis usaha apa diagram ini digunakan.
Perbedaan departemen, divisi dan jenis usaha juga akan mempengaruhi sebab –
sebab yang berpengaruh signifikan terhadap masalah yang mempengaruhi kualitas
yang nantinya akan digunakan.
Cara Membuat Diagram Fishbone (Tulang Ikan)/ Cause and
Effect (Sebab dan Akibat)/ Ishikawa
Dalam hal melakukan Analisis Fishbone, ada beberapa tahapan
yang harus dilakukan, yakni
1.Menyiapkan sesi analisa tulang ikan .
2.Mengidentifikasi akibat atau masalah.
3.Mengidentifikasi berbagai kategori sebab utama.
4.Menemukan sebab-sebab potensial dengan cara sumbang saran.
5.Mengkaji kembali setiap kategori sebab utama
6.Mencapai kesepakatan atas sebab-sebab yang paling mungkin
Cara yang lain dalam menyusun Diagram Fishbone (Tulang
Ikan)/ Cause and Effect (Sebab dan Akibat)/ Ishikawa dalam rangka
mengidentifikasi penyebab suatu keadaan yang tidak diharap adalah sebagai
berikut:
Mulai dengan pernyataan masalah-masalah utama penting dan
mendesak untuk diselesaikan. Tuliskan pernyataan masalah itu pada kepala ikan,
yang merupakan akibat (effect). Tulislah pada sisi sebelah kanan dari kertas
(kepala ikan), kemudian gambarkan tulang belakang dari kiri ke kanan dan
tempatkan pernyataan masalah itu dalam kotak. Tuliskan faktor-faktor penyebab
utama (sebab-sebab) yang mempengaruhi masalah kualitas sebagai tulang besar,
juga ditempatkan dalam kotak. Faktor-faktor penyebab atau kategori-kategori
utama dapat dikembangkan melalui Stratifikasi ke dalam pengelompokan dari
faktor-faktor: manusia, mesin, peralatan, material, metode kerja, lingkungan
kerja, pengukuran, dll. Atau stratifikasi melalui langkah-langkah aktual dalam
proses. Faktor –faktor penyebab atau kategori-kategori dapat dikembangkan
melalui brainstorming. Berikut diberikan contoh yang bias dijadikan panduan
untuk merumuskan faktor-faktor utama dalam mengawali pembuatan Diagram Cause
and Effect.
A.The 4 M’s (digunakan untuk perusahaan manufaktur)
1) Machine (Equipment),
2) Method (Process/Inspection)
3) Material (Raw,Consumables etc.)
4) Man power.
B.The 8 P’s (digunakan pada industri jasa)
1) People
2) Process
3) Policies
4) Procedures
5) Price
6) Promotion
7) Place/Plant
8) Product
C.The 4 S’s (digunakan pada industri jasa) :
1) Surroundings
2) Suppliers
3) Systems
4) Skills
D.4 P (pendekatan manajemen pemasaran)
1) Price
2) Product
3) Place
4) Promotion
Tuliskan penyebab-penyebab sekunder yang mempengaruhi
penyebab-penyebab utama (tulang-tulang besar), serta penyebab-penyebab sekunder
itu dinyatakan sebagai tulang-tulang berukuran sedang.
Tuliskan penyebab-penyebab tersier yang mempengaruhi
penyebab-penyebab sekunder (tulang-tulang berukuran sedang), serta
penyebab-penyebab tersier itu dinyatakan sebagai tulang-tulang berukuran kecil.
Tentukan item-item yang penting dari setiap faktor dan
tandailah faktor-faktor penting tertentu yang kelihatannya memiliki pengaruh
nyata terhadap karakteristik kualitas. Untuk mengetahui faktor-faktor penyebab
dari suatu masalah yang sedang dikaji kita dapat mengembangkan
pertanyaan-pertanyaan berikut :
Apakah penyebab itu? Mengapa kondisi atau penyebab itu
terjadi? Bertanya “Mengapa” beberapa kali (konsep five whys) sampai ditemukan
penyebab yang cukup spesifik untuk diambil tindakan peningkatan.
Penyebab-penyebab spesifik itu yang dimasukkan atau dicatat ke dalam diagram
sebab-akibat.
Kelebihan/ Kekurangan FishBone Diagram (Tulang Ikan)/
Cause and Effect (Sebab dan Akibat)/ Ishikawa
Kelebihan Fishbone diagram adalah dapat menjabarkan setiap
masalah yang terjadi dan setiap orang yang terlibat di dalamnya dapat
menyumbangkan saran yang mungkin menjadi penyebab masalah tersebut. Sedang
Kekurangan Fishbone diagram adalah opinion based on tool dan di design
membatasi kemampuan tim / pengguna secara visual dalam menjabarkan masalah yang
mengunakan metode “level why” yang dalam, kecuali bila kertas yang digunakan
benar – benar besar untuk menyesuaikan dengan kebutuhan tersebut. Serta
biasanya voting digunakan untuk memilih penyebab yang paling mungkin yang
terdaftar pada diagram tersebut.
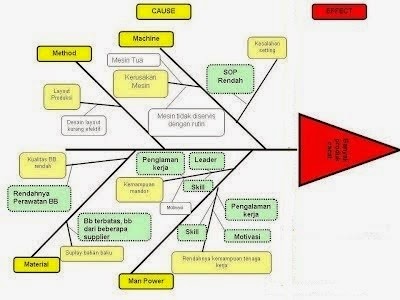
Contoh Bentuk Dasar Diagram Fishbone (Tulang Ikan)/ Cause
and Effect (Sebab dan Akibat)/ Ishikawa
Ada banyak bentuk dasar Diagram Fishbone (Tulang Ikan)/
Cause and Effect (Sebab dan Akibat)/ Ishikawa yang dapat diadikan acuan.
Berikut ini diberikan format dasar dari Diagram Fishbone (Tulang Ikan)/ Cause
and Effect (Sebab dan Akibat)/ Ishikawa yang sekiranya dapat memberikan
inspirasi dalam penerapan dan pengembangan lebih jauh yang disesuaikan situasi
dan kondisi yang ada. Ada yang penggambaran Cause ditulis di tulang ikan
sebelah kiri dan Effect di kepala ikan, namun ada pula yang sebaliknya.
Contoh bentuk dasar Diagram Fishbone